




파르미지아니 매뉴팩처 방문기 Part 2 -파르미지아니, 레 아티상 보티에, 카드랑스 & 하블리지 편-





Part 1 에서 이어집니다.
보쉐에서 무브먼트 생산 과정을 본 다음, 차로 5분 거리에 있는 파르미지아니의 본사로 향합니다. 위 사진의 멋진 건물이 본사로 생산을 제외한 행정 기능을 수행합니다. SIHH의 개최로 본사 인원이 제네바에 있었기 때문에 잠시 주변을 들러보고 공방으로 이동합니다.
파르미지아니







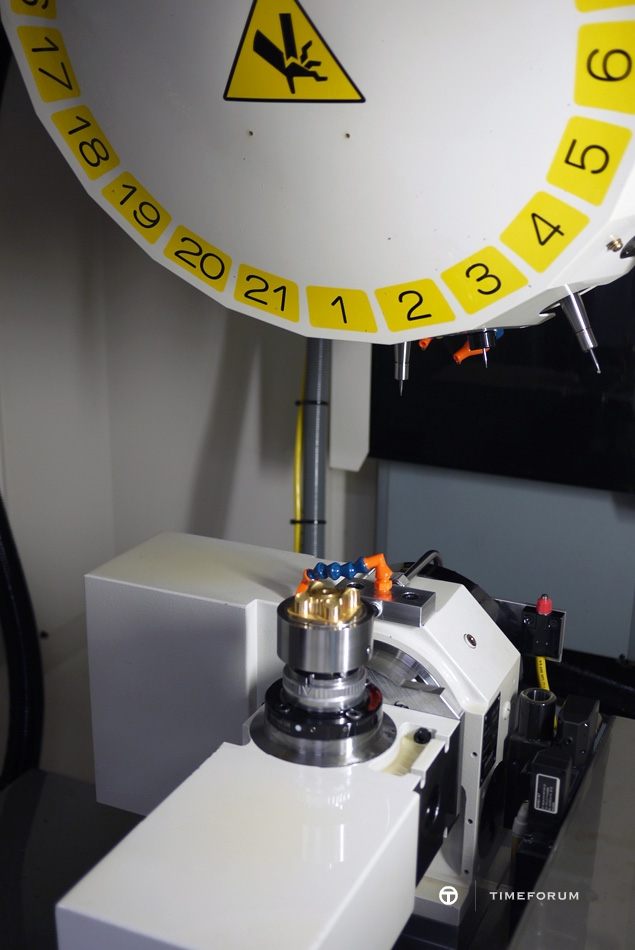
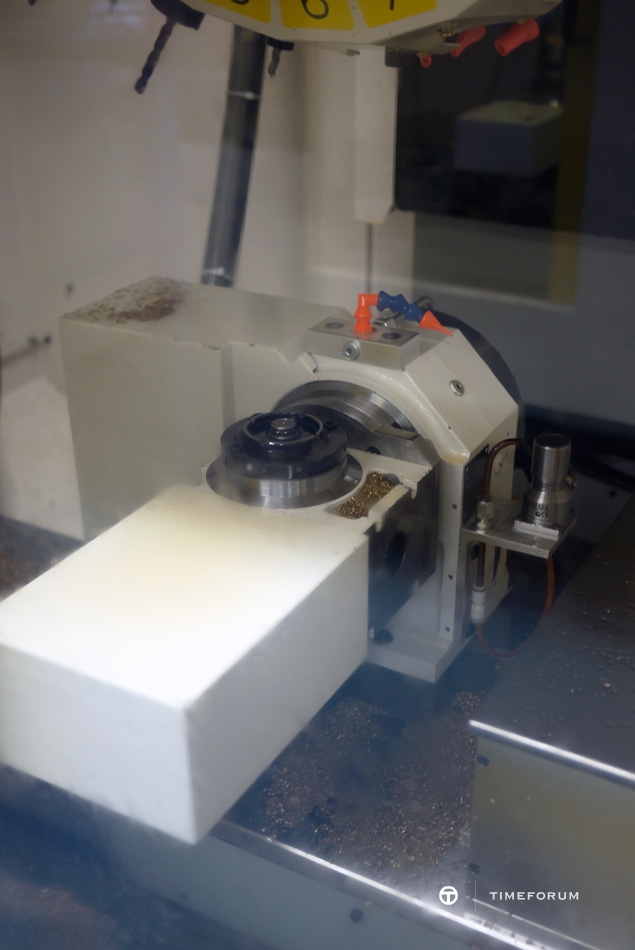
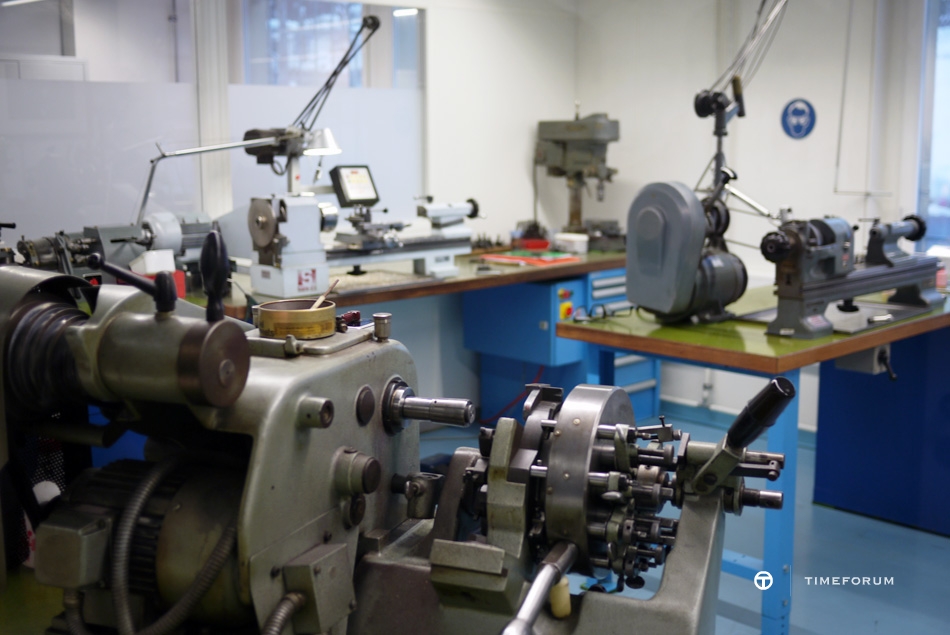
이곳에서 파르미지아니의 시계를 만듭니다. 보쉐에서 생산한 무브먼트, 레 아티상 보티에의 케이스, 카드랑스 & 하블리지의 다이얼이 이곳으로 이동해 하나의 시계를 완성합니다. 부품은 각 메이커에서 품질 검사를 받은 뒤이지만 한 차례 더 검사를 하게 됩니다. 여기에서도 마찬가지로 컴플리케이션, 일반 컬렉션 라인으로 나뉩니다. 일반 컬렉션에서 실력을 쌓으면 컴플리케이션을 라인에서 일 할 수 있습니다. 어느 정도의 경력은 필수적이지만 컴플리케이션을 만들기 위한 자격은 자신의 실력에 달려있다고 할 수 있습니다.
컴플리케이션 라인(아뜰리에 오뜨오롤로지)에서는 파르미지아니에서 가장 빼어난 실력이 지닌 워치메이커들이 일하고 있습니다. 부가티를 비롯 투르비용, 미닛 리피터의 일반적인(?) 컴플리케이션에서 일종의 주문 생산인 유니크 피스도 이곳에서 만듭니다. 일년에 3~5개 정도의 유니크 피스가 나오며 원하는 시계를 만들기 위해 고객과 끊임없이 소통하는 일도 중요합니다.








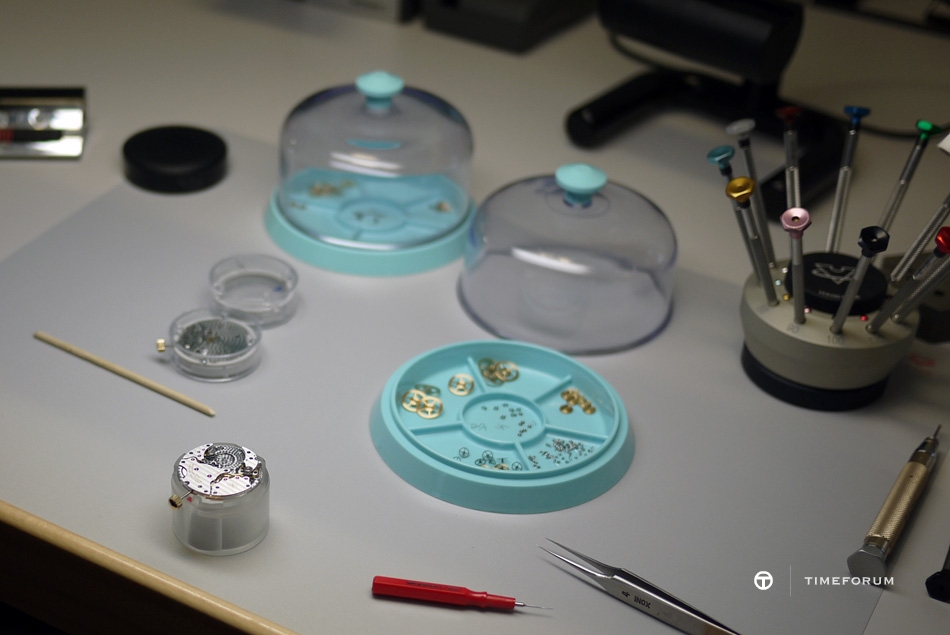
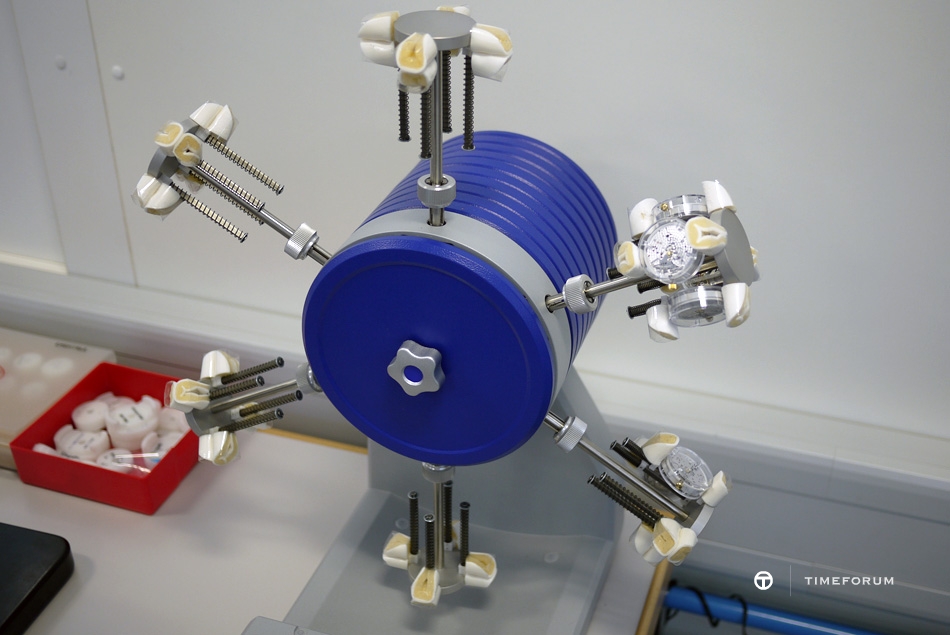

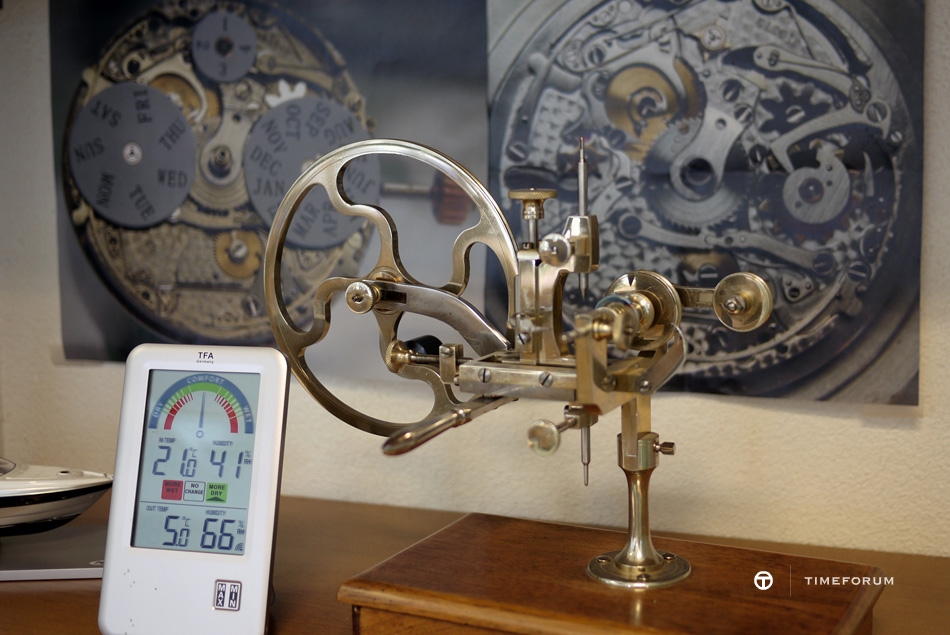
일반 라인입니다. 건물을 확장했기 때문에 다리(?)를 하나 건너면 나오는 곳입니다. 데이트, 크로노그래프 같은 비교적 익숙한 기능의 시계를 만드는데요. 컴플리케이션 라인에 비해 일하는 워치메이커도 더 많고, 연령, 성별 면에서 다양합니다. 책임으로 보이는 나이 지긋한 워치메이커가 따로 작업 테이블을 사용하며 10여명이 일을 하고 있습니다. 다이얼을 열심히 닦고 있는 여성 워치메이커가 인상적이라 다가가서 봤는데요. 하루에 5개 정도 밖에 닦을 수 없을 만큼 세세하게 작업을 하고 있습니다. 조립을 담당하는 팀은 보쉐 등에서 받은 부품을 가지고 처음부터 끝까지 한 사람이 완성을 하도록 합니다. 컴플리케이션 조립 방법이랑 비슷한데, 일반 라인에서는 대부분 생산 효율을 위해 한가지 일만 반복하는 경우가 많은 점을 고려한다면 조립에 공을 들인다고 할 수 있을 것 같군요. 워치메이커 입장에서도 단순 반복이 아니기 때문에 전체적인 가량향상과 일하는 재미도 있겠죠. 안쪽에서는 톤타 1950의 칼리버 702 같은 무브먼트의 조립도 진행됩니다. 조립한 무브먼트의 테스트도 진행되며, 케이싱 후 방수 테스트까지 하고 있습니다.

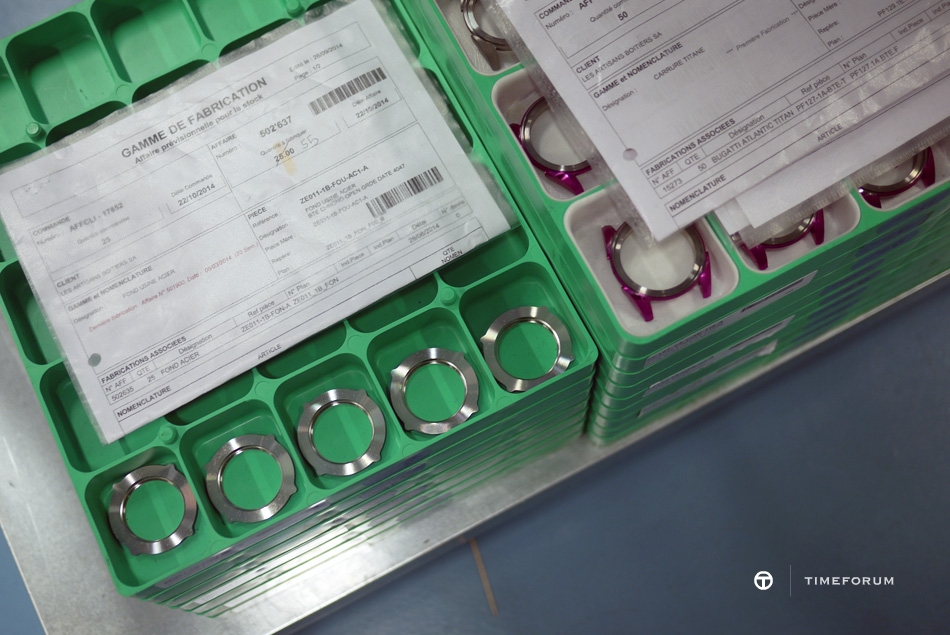
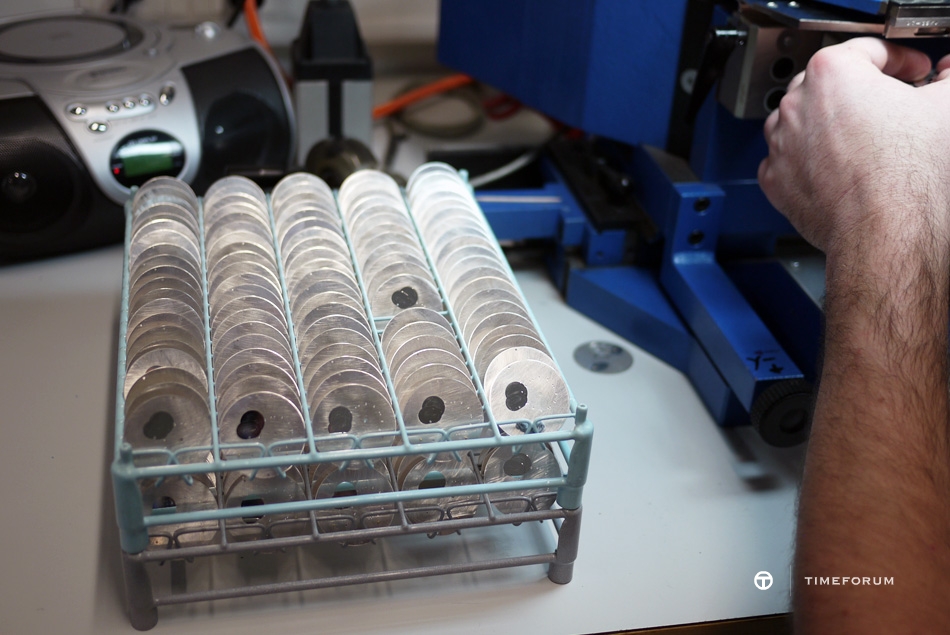
부품 스톡실



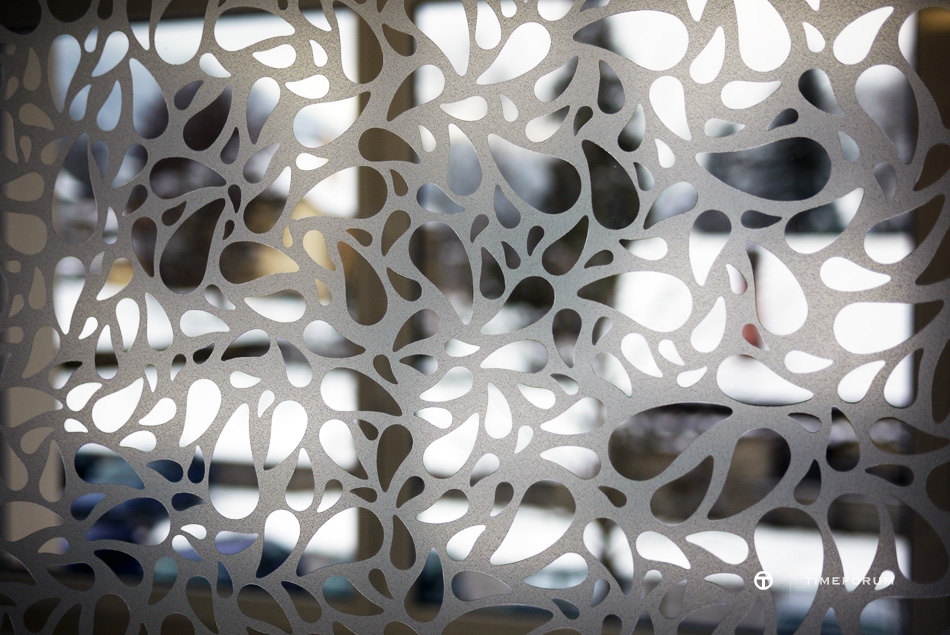
톤다의 러그 모양 패턴을 넣은 유리창





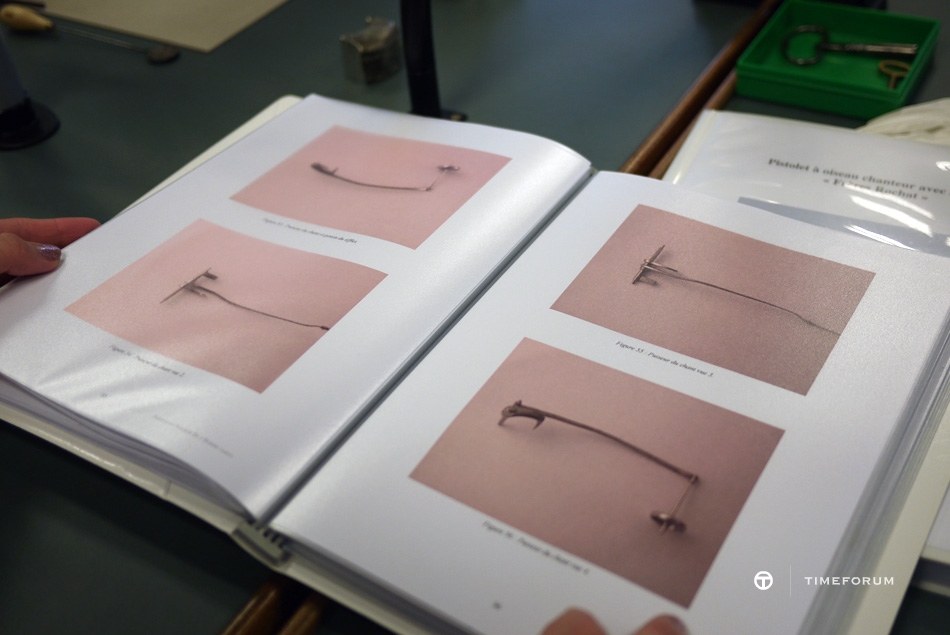
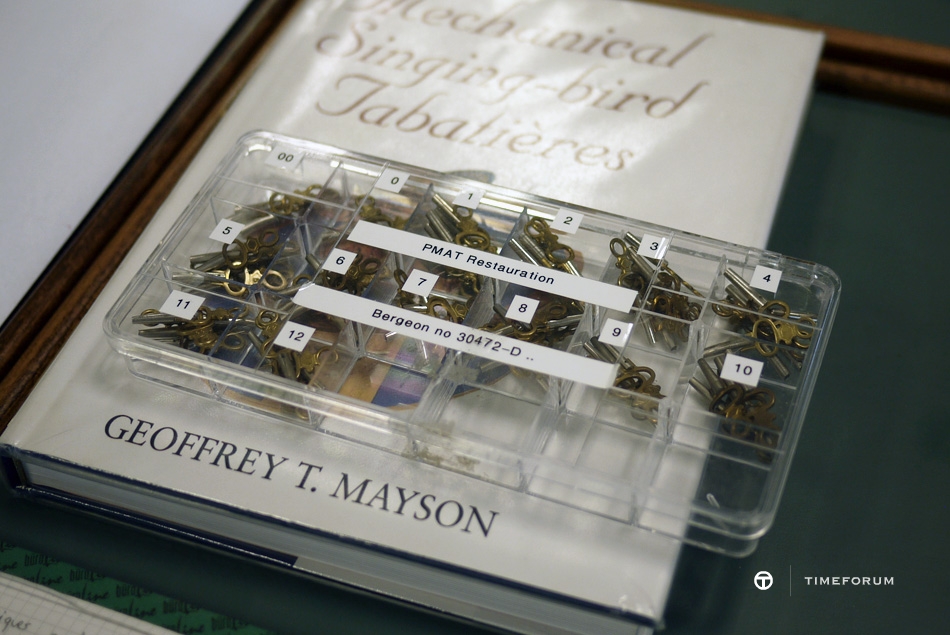

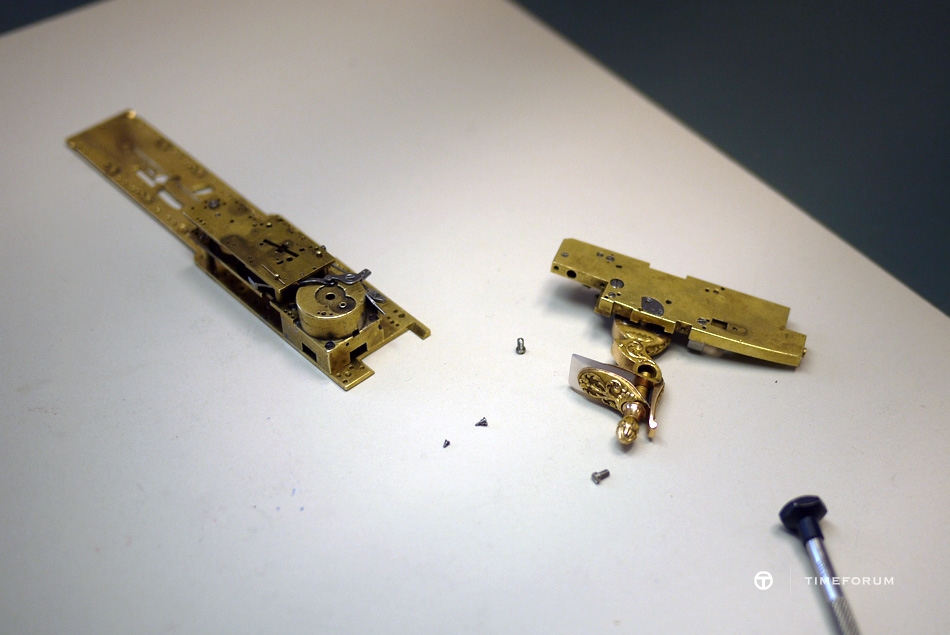


오토마톤 시계입니다. 원래 이 시계의 다이얼은 지금처럼 로만 인덱스가 아닌 다른 것이었는데, 복원을 통해 원래대로 되돌렸다고 합니다. 태엽을 감으면 철장 속 두 마리 새 사이로 물이 떨어져 흐르는 듯한 기믹과 새의 지저귐으로 시간을 알려줍니다.






















































댓글 27
-
2부 기다렸습니다 ㅎㅎ 너무 재밌게 잘 보았습니다. 이번 논란 및 하이엔드 게시판 건의에서 파르미지아니를 하이엔드냐? 들어보지 못한 브랜드다 하는 것에 깜짝 놀랐습니다. 말씀대로 이 정도 규모를 가지고 있는 매뉴팩처가 별로 없고 어떤 하이엔드에도 뒤질 것 없는 컴플리케이션을 만드는 브랜드인데... 전 유저도 아니지만 파르미지아니를 예전부터 관심있게 지켜보는 사람으로서 좀 아쉽더라구요^^; 좀 더 홍보가 되면 좋겠습니다 ㅎㅎ
공감:1 댓글
-
gftime
2015.02.25 23:17
모든걸 자체적으로 해결할 것만 같았던 브랜드들도 의뢰를 많이 한다는 사실에 깜짝 놀랐습니다. 그나저나 오벌형태의 톤다 케이스를 보고 있으니 삼계탕 생각이 나네요 ㅎㅎ 잘 봤습니다~ -
수퍼오션.H
2015.02.26 01:20
잘 봤습니다. 시계산업이 결코 만만한 산업이 아님을 절실히 깨닫게 되네요. -
도도리표
2015.02.26 01:23
파르미지아니 잘 알게 되었습니다. 멋찐 브랜드라고 생각합니다. 앞으로도 스위스 시계 산업에 큰 기여를 할 것으로 기대합니다. 카메라 좋은거 쓰시네요~~^^ -
도도리표
2015.02.26 01:26
카메라도 카메라지만 사진도 잘 찍으신다는~~^^ -
legalmind
2015.02.26 02:24
고급 새장인가 했더니, 오토마통이었군요.. 오발 팬토그래프의 원형인 회중시계까지.. 참 부러운 경험을 하셨습니다. -
정말 재미있게 읽었습니다^^ 꼭한번 경험해보고싶은 브랜드 입니다;)
-
재미있게 보고 갑니다^^
-
진정 대박이네요 완전 수고하셨습니다~~^^
-
검빈
2015.02.26 09:11
뭔가 기품있어 보이는 파르미지아니... 잘 봤습니다. -
SynkRz
2015.02.26 09:52
재미있게 잘 읽고 많이 배우고 갑니다ㅎ -
뜬구름4
2015.02.26 10:22
잘 봤습니다...(지식이 일천하여 이해가 힘들었다는..:: ^^) -
시계에 대한 진지한 접근이 아주 맘에 듭니다 ㅎㅎ 복원에서 접하는 걸 현실화 하는 기술력도 놀랍구요. 파르미지아니 시계는 확실히 매력이 있습니다..
-
에이치비
2015.02.26 11:17
오토마톤 시계의 시간 알림을 한 번 듣고 싶군요~ 새의 지저귐이라죠^^ Part 2 기대 하고 있었는데 잘 보고 갑니다^^ -
잘 봤습니다. 언제나 시계메이커를 방문해볼수 있을런지,,,
-
요즘 관심가는 브랜드인데, 좋은 정보 감사합니다.
-
강호랑객64
2015.02.26 17:01
왜 스위스 시계가 유명할 수 있는 지, 저런 공방이 더 많겠죠? -
뭉페
2015.02.26 18:52
흥미롭네요 잘보구갑니다~ -
시간의역사
2015.02.26 22:39
아..정말 귀한 사진들입니다. 잘 봤습니다^^ -
PMTBK
2015.02.27 11:26
정말 부러운 나라입니다. -
nnove
2015.03.01 09:37
저거 스페셜오더하게된다면 금액이 얼마나 올라가려나요 -
파르미지아니에 대해 더 많이 알게 되어 감사합니다.
-
dans
2015.03.05 14:34
좋은 시계라고 들은거 같은데... 접할 기회가 적어서 관심 밖이였는데 이글을 읽은면서 새로이 관심....... 글 잘 읽었습니다. 감사합니다. -
ILLINI
2015.03.08 11:53
정말 가보고싶게 만드는 글입니다 ㅎㅎ 잘보고갑니다 -
좋은글 잘 읽었습니다^^
-
쓰레빠
2017.09.17 16:17
좋은글 잘읽고 갑니다. -
멋진 포스팅입니다~ 잘 읽었습니다.